
Jay Z. Yuan, Mandar M. Kulkarni, Clinton A. Haynes and Steve Gosling
Stress Engineering Services, Inc., 7030 Stress Engineering Way, Mason, OH 45040
Cheer Pack North America, 1 United Drive, West Bridgewater, MA 02379
Abstract
HPP (High-Pressure Processing) is a high-pressure sterilization processing technology that is of interest to many food products companies. Until now, HPP package development has relied exclusively on an iterative process of prototyping and package testing, both of which are expensive and time-consuming. This paper describes new technology developed by Stress Engineering Services, Mason, Ohio to accelerate development and reduce costs via the application of predictive computational methods, frequently referred to as ‘in-silico’ performance simulation testing. In-silico is intended to connote a process where digital computing (i.e. silicon wafers) are used to predict the performance of packaging (in computational space), rather than relying exclusively upon physical trial and error testing as a means of advancing a design during development. This SES-developed approach is intended to rapidly provide directional support to the package development process by eliminating some or all of the trial-and-error iterations leading to significantly reduced risk and accelerated schedules. This paper outlines the in-silico HPP package development model and provides an example of its use on a stand-up pouch commonly used for a broad range of food products.
Introduction
High-Pressure Processing (HPP) is a promising pasteurization technology in the food and beverage industry. Although it has been around since the early 1900s, it was only recently that the technology has gained some commercial attention and momentum as an alternative to conventional thermal pasteurization methods. The process operates at cold temperatures (+4 C to 10 C) with high hydrostatic pressure, typically ranging from 50,000 to 120,000 psi. In Stress Engineering’s experience, the typical total cycle time is in the range of 9 to 15 minutes (including ramp-up, hold, and ramp-down), a significant reduction relative to thermal methods. A package experiencing HPP must remain sealed throughout the process to avoid contamination of the product inside the package.
Flexible packaging formats, such as flexible pouches and thermoformed trays, are used in HPP applications to combat the high-pressure environment. The flexibility of these packaging platforms enables the sidewalls to conform to the internal product under high pressure but regain (or largely regain) its original shape upon removal of the external pressure. Application of HPP processing to rigid packaging remains relatively rare at this point in time.
Discussion
Cheer Pack North America, an innovative manufacturer in the flexible packaging market, provided current package samples (HDPE straw and HDPE cap) and technical data to support this demonstration effort (Figures 1 and 2). The package is currently thermally pasteurized. The in-silico HPP testing results indicate that the current closure system (HDPE straw and HDPE cap) will likely perform well in HPP applications without compromising the closure seal integrity. However, in the hypothetical case of a PET (polyethylene terephthalate) straw and PP (polypropylene) cap, there is a greater potential for thread jump and loss of seal integrity.

Figure 1. Cheer Pack Portfolio of Packages
Material Characterization
It is important to note that both the food product (largely water content) and plastic components (closure and straw and their respective materials behave very differently when under extreme high pressure:
- Under the extreme high pressure (80,000 psi), the product inside the package will be reduced by about 15% relative to its volume at ambient pressure.
- The modulus of elasticity of PET is 40% higher at the elevated pressure, HDPE is 350% greater and PP is more than 450% higher at 80,000 psi. The ‘yield strength’ is also increases.
- For the plastics of interest, the material strain-to-yield and strain-to-break values are lower at high pressure.
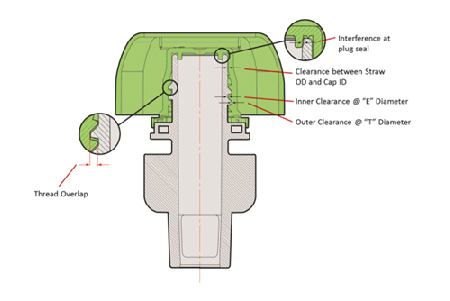
Figure 2. Cheer Pack Closure System
Example Application
To assess the effects of the different plastic materials for a pouch in HPP application, two different material combination cases were studied:
- HDPE straw and HDPE cap
- PET straw and PP cap (a hypothetical case)
The stress-strain curves for each of the three materials at various HPP hydrostatic pressure conditions (Figures 3 – 5) are generated based on the published data in the referenced papers (see Reference section).
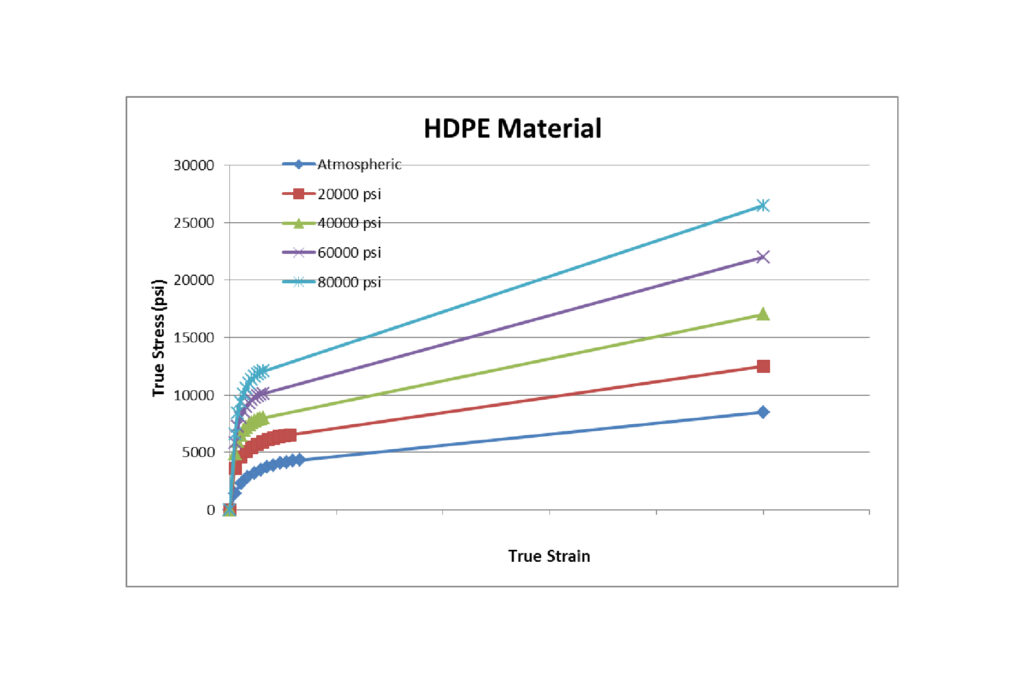
Figure 3. HDPE material stress-strain curve as a function of HPP hydrostatic pressure
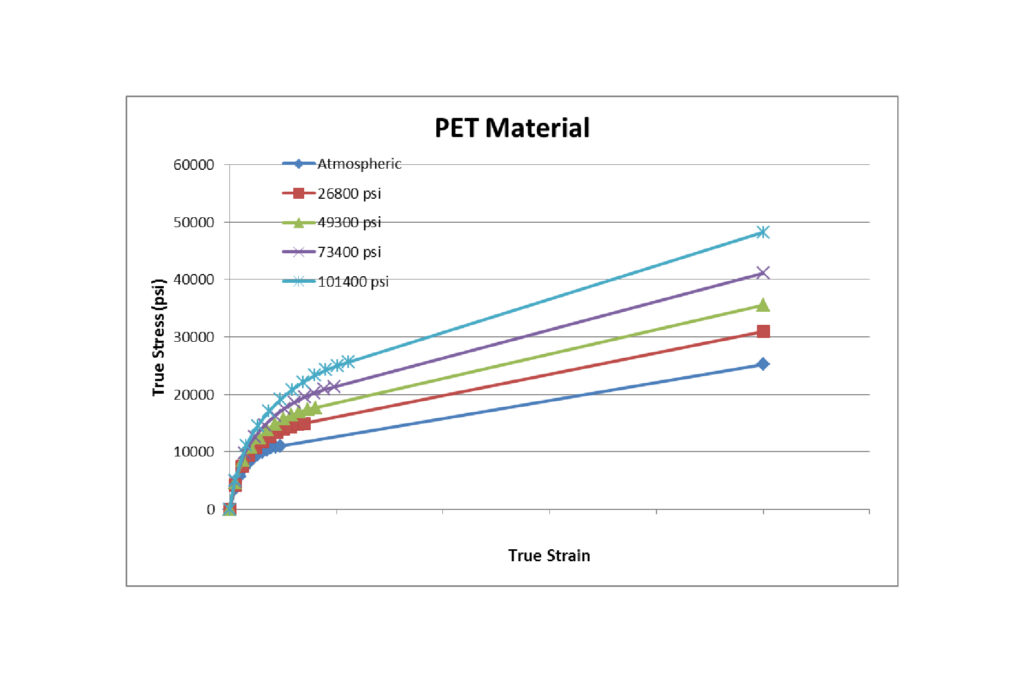
Figure 4. PET material stress-strain curves as a function of HPP hydrostatic pressure
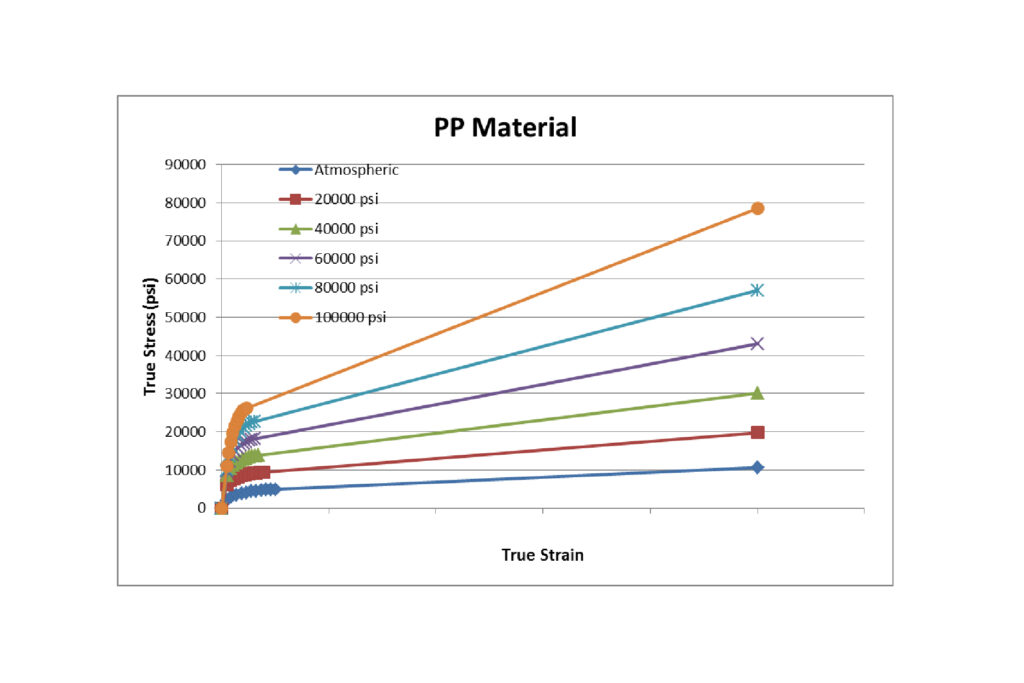
Figure 5. PP material stress-strain curves as a function of HPP hydrostatic pressure
In-Silico HPP Simulation Testing
The in-silico HPP testing simulation is intended to mimic the actual package assembly and subsequent HPP sterilization process. In this example, a comparison of closure sealing performance for an HDPE/HDPE cap/straw combination as well as a PP/PET combination is of primary interest.
The simulation of the cap and straw assembly is conducted at ambient conditions for both material combination cases. Pre-sterilization contact seal pressures are then calculated as a function of normal injection molding variability as part of a typical design assessment. After assembly, the assembled package is computationally (in-silico) exposed to a HPP testing protocol where the pressure is ramped from 0 psig to 80,000 psig in 3 minutes, held at 80,000 psig for 3 minutes and ramped back down to 0 psig over a 3 minute period. The primary (plug) seal, secondary (nub) seal and tertiary (OD) seal forces are closely monitored during the entire HPP cycle (9 minutes) (Figure 6). Note the monitoring of the seal integrity over the sterilization cycle is something that cannot be done in the ‘real world’. The ability to do this is enabled by the in-silico simulation process. The closure thread engagement is also monitored to track any potential for thread jump that could be caused by insufficient thread engagement.
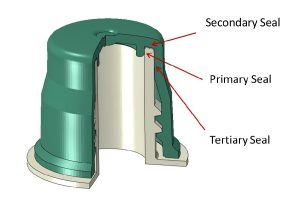
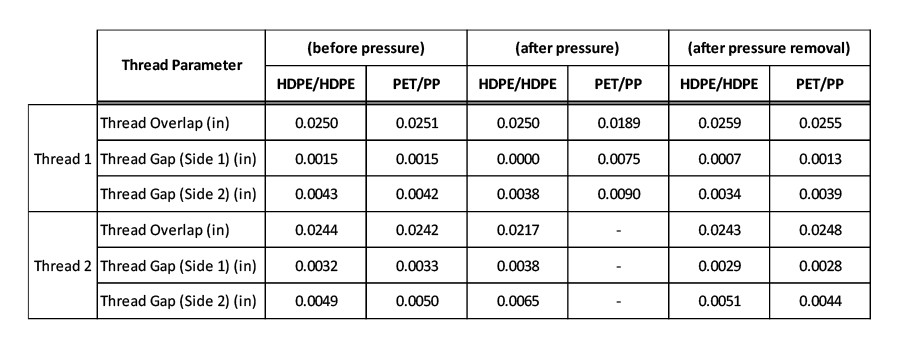
Figure 7. Thread Engagement Tracking
In-Silico Simulation Results
The in-silico HPP simulation testing results are summarized in Figures 8 – 10 and Table 1 and Table 2. The key results are:
- The closure is approximately 5% smaller in diameter for both material combination cases. (Figure 8)
- Strain in the inner corner of the cap is increased after HPP, indicating increased deformation. (Figure 9)
- For Case 1 (HDPE straw & HDPE cap), the primary seal force is increased slightly after HPP, but the secondary seal is reduced by 35% and the tertiary seal is lost completely. However, both primary and secondary seal forces remain positive throughout the HPP cycle. (Table 1)
- For Case 2 (PET straw and PP cap), the primary seal force is significantly reduced by 50% after HPP, indicating potential degraded sealing performance, especially for the tolerance extremes. It is also noticed that both secondary and tertiary seals are lost at t=6 min (the end of hold), indicating potential product contamination during HPP. (Table 1)
- For Case 2 (PET straw and PP cap), the thread engagement is reduced by 25% at the end of the pressure hold period just before pressure ramping down during HPP, indicating potential thread jump during HPP, especially for the tolerance extremes. (Table 2)
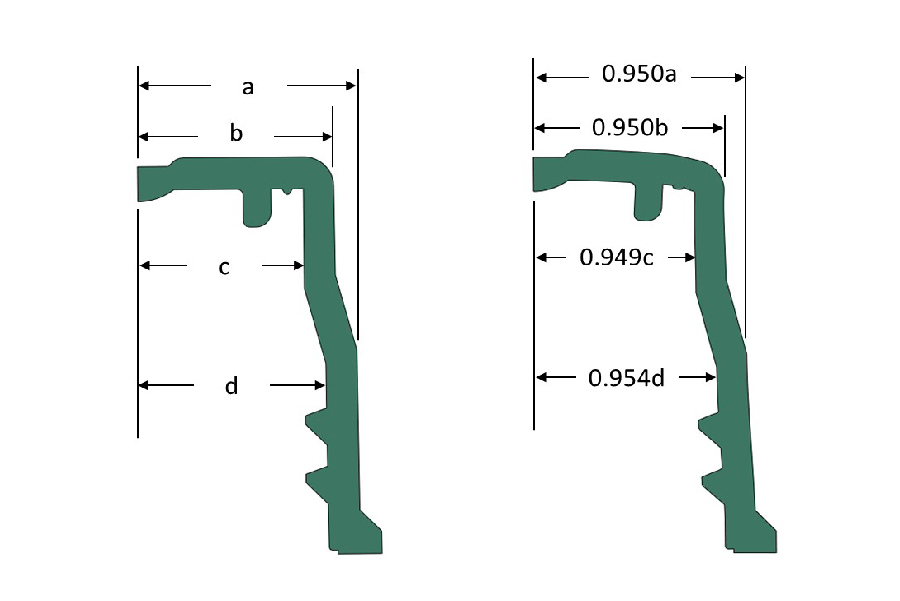
Figure 8. Predicted Change in Closure Dimensions as a Result of HPP Processing. (Left-original, right-change)
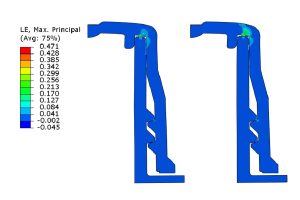
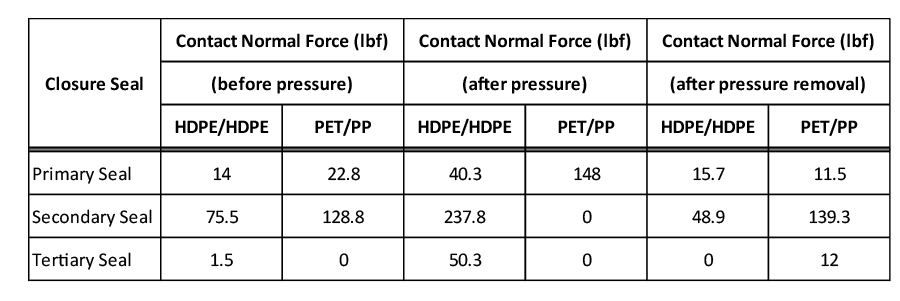
Table 1 Contact Forces During HPP
The in-silico HPP testing results indicate that the similar material make-up (HDPE straw and HDPE cap) makes the closure more favorable in surviving HPP without compromising the closure seal integrity. This is large due to the fact that the similar materials expand or contract similarly under pressure. The dissimilar material make-up (PET straw and PP cap) experiences a different expansion and contraction level during HPP. The analysis results show there is a greater potential for thread jump and loss of seal integrity for the PET/PP than HDPE/HDPE make-up. Design safety factors for the primary seal and thread engagement need to be increased if dissimilar make-up is considered for a HPP closure.
Future Work
This study assumes the temperature remains at room temperature during the entire HPP. However, according to an FDA report, the temperature increase of water (initially at room temperature) is ~3°C/100MPa (~3°C/14,500psi) under pressure. That implies a total of ~18°C temperature increase at 80,000 psi. The effect of temperature rise on material properties and bottle stability will be studied. Also addition, in a full production scenario the pressure ramp-up and ramp-down periods are likely to be shorter. The higher loading and unloading rates will likely create a dynamic effect that needs to be understood.
References
- The Effect of Pressure Upon the Elastic Parameters of Isotropic Solids, According to Murnaghan’s Theory of Finite Strain, Francis Birch, Journal of Applied Physics 9, 279 (1938)
- The Effects of Hydrostatic Pressure on the Mechanical Behavior of Polymers, K.D. Pae and S.K. Bhateja, J. MACROMOL. SCI. – REVS. CHEM., C13(1), 1-75 (1975).
- “Effects of Hydrostatic Pressure on the Mechanical Behavior of Composite Materials”, Christopher P. R. Hoppel, Travis A. Bogetti, U.S. ARMY RESEARCH LABORATORY and John W. Gillespie, Jr. CENTER FOR COMPOSITE MATERIALS, ARL-TR-727, ARMY RESEARCH LABORATORY, April 1995)
- The Effect of Hydrostatic Pressure on the Shear Yield Behavior of Polymers; S Rabinowitz, I M Ward, and J S C Parry; JOURNAL OF MATERIALS SCIENCE, VOLUME 5, 1970; pp. 29-39.
- The Effects of Hydrostatic Pressure on the Mechanical Behavior of Polymers; K D Pae, S K Bhateja; J. MACROMOL. SCI.-REVS. MACROMOL. CHEM.; C13(1), 1975; pp. 1-75.
- Effects of Hydrostatic Pressure on the Mechanical Behavior of Polyethylene and Polypropylene; D. R. Mears, K. D. Pae, and J. A. Sauer; JOURNAL OF APPLIED PHYSICS, VOLUME 40, NUMBER, 11 OCTOBER 1969. (http://dx.doi.org/10.1063/1.1657180)
Ref: W002-SP-Reducing the Cost of HPP Package Development
Keep in touch with us.
Sign up for our newsletter.


